25/04/2020
El micromecanizado por descarga eléctrica, conocido comúnmente como Micro-EDM, representa una frontera avanzada en el mundo de la fabricación de componentes a escalas increíblemente pequeñas. A diferencia de los métodos de mecanizado tradicionales que emplean herramientas físicas para cortar o dar forma a los materiales, el Micro-EDM se basa en la erosión por chispas eléctricas controladas para eliminar material de una pieza de trabajo conductora. Este proceso es particularmente valioso para trabajar con materiales que son demasiado duros o frágiles para las técnicas convencionales, o para crear características extremadamente finas e intrincadas. Esta capacidad única ha posicionado al Micro-EDM como una tecnología indispensable en una amplia gama de industrias de alta tecnología. En este artículo, nos sumergiremos en las diversas y significativas aplicaciones de esta poderosa técnica de micromecanizado, destacando cómo su precisión y versatilidad están impulsando la innovación en múltiples sectores.
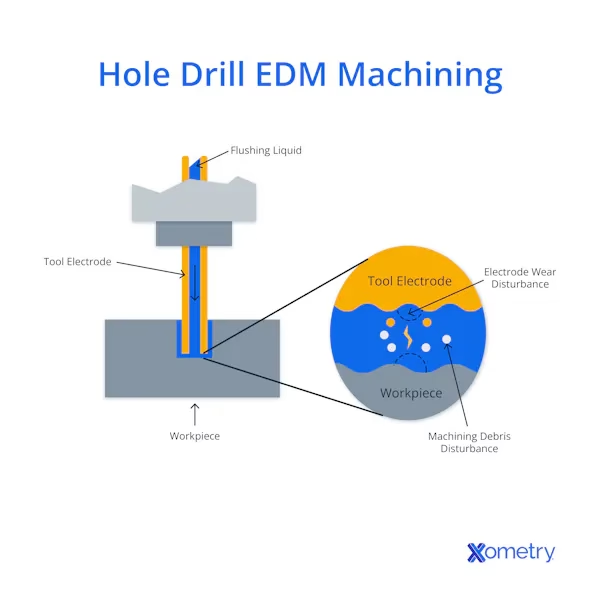
El principio fundamental detrás del Micro-EDM es el mismo que el del EDM convencional, pero aplicado a una escala mucho más pequeña. Implica la generación de una serie de descargas eléctricas rápidas y controladas entre un electrodo herramienta y la pieza de trabajo, ambos sumergidos en un fluido dieléctrico. Cuando la distancia entre el electrodo y la pieza de trabajo es mínima y se aplica un voltaje, el fluido dieléctrico se ioniza, creando un canal conductor a través del cual salta una chispa. La intensa energía térmica de esta chispa (que puede alcanzar temperaturas de hasta 12,000 °C) derrite y vaporiza una pequeña cantidad de material de la superficie de la pieza de trabajo. El fluido dieléctrico luego arrastra las partículas erosionadas, manteniendo la brecha limpia para la siguiente descarga. Lo que distingue al Micro-EDM es la miniaturización de los electrodos, la precisión del control del movimiento y la capacidad de generar chispas a frecuencias y energías extremadamente bajas, lo que permite trabajar con detalles a escala micrométrica.
Las Ventajas Clave del Micro-EDM para Aplicaciones Avanzadas
La adopción del Micro-EDM en diversas industrias se justifica por una serie de ventajas inherentes que son cruciales para la fabricación de componentes de alta precisión y complejidad:
- Capacidad para Mecanizar Materiales Duros: Una de las mayores fortalezas del Micro-EDM es su capacidad para trabajar con cualquier material que sea eléctricamente conductor, independientemente de su dureza o resistencia. Esto incluye metales endurecidos, carburos (como el carburo de tungsteno), titanio, superaleaciones e incluso superconductores. Esto es vital en industrias donde se utilizan materiales de alto rendimiento.
- Alta Precisión y Tolerancias Estrechas: El Micro-EDM es capaz de lograr una precisión excepcional, con tolerancias que a menudo se sitúan en el rango de ±0.001 mm a ±0.003 mm, e incluso tan ajustadas como ±0.0001 mm en aplicaciones especializadas. Esto permite la fabricación de características diminutas con gran exactitud dimensional.
- Creación de Geometrías Complejas y Relaciones de Aspecto Elevadas: La naturaleza no contactante del proceso y la capacidad de usar electrodos de formas complejas permiten crear cavidades, ranuras, perfiles y micro-orificios con relaciones de aspecto (profundidad vs. diámetro) muy altas, que serían imposibles con métodos mecánicos.
- Ausencia de Esfuerzos Mecánicos: Dado que no hay contacto físico entre el electrodo y la pieza de trabajo durante la erosión, el proceso de Micro-EDM no induce esfuerzos mecánicos en el material. Esto es particularmente importante para componentes delicados o materiales frágiles que podrían deformarse o fracturarse bajo cargas mecánicas.
- Buen Acabado Superficial: Dependiendo de los parámetros del proceso, el Micro-EDM puede lograr acabados superficiales muy finos, lo cual es esencial para el rendimiento de muchos micro-componentes. Se pueden lograr acabados de hasta 0.2 micras económicamente.
- Mecanizado de Micro-Orificios: Es una técnica ideal para perforar micro-orificios con tamaños inferiores a 0.1 mm, incluso en materiales duros.
Principales Áreas de Aplicación del Micro-EDM
Las capacidades únicas del Micro-EDM lo hacen invaluable en numerosos sectores industriales donde la miniaturización, la precisión y la capacidad de trabajar con materiales duros son requisitos críticos. A continuación, se detallan algunas de sus aplicaciones más destacadas:
Industria Médica
El sector médico exige componentes diminutos y de alta precisión, a menudo fabricados con materiales biocompatibles que pueden ser difíciles de mecanizar. El Micro-EDM es fundamental en la producción de:
- Implantes: Como stents (a menudo de nitinol o acero inoxidable), implantes ortopédicos y otros dispositivos que requieren características intrincadas y tolerancias ajustadas. Los micro-orificios en los stents, por ejemplo, pueden mejorar la flexibilidad o permitir la liberación de fármacos.
- Herramientas Quirúrgicas: La fabricación de instrumentos de precisión, especialmente para cirugía mínimamente invasiva, donde las herramientas deben ser diminutas y extremadamente precisas.
- Componentes Delicados: Partes de catéteres (incluyendo micro-orificios para administración de medicamentos o control de presión), componentes diminutos para audífonos y equipos endoscópicos (para cámaras y herramientas en miniatura).
Industria Aeroespacial y de Defensa
En el ámbito aeroespacial y de defensa, la fiabilidad y el rendimiento son primordiales, y a menudo se utilizan materiales duros y ligeros. El Micro-EDM se emplea para:
- Componentes de Motores: Fabricación de inyectores de combustible con micro-orificios precisos para optimizar la combustión, y componentes de sistemas de refrigeración en álabes de turbina y otras partes críticas que requieren vías de flujo de aire complejas.
- Mecanismos de Control y Sistemas de Aviónica: Producción de piezas pequeñas y complejas para sistemas de control de vuelo y equipos electrónicos a bordo.
- Equipos de Comunicación: Creación de pequeñas aberturas o características para sensores y micrófonos en sistemas de defensa.
Electrónica y Semiconductores
La miniaturización continua en la electrónica y la necesidad de gestionar el calor en los semiconductores hacen del Micro-EDM una herramienta esencial:
- Placas de Circuito Impreso (PCB): Perforación de micro-orificios (micro-vías) para interconexiones entre capas en PCBs de alta densidad.
- Semiconductores y Microprocesadores: Creación de vías de flujo para la disipación de calor y características para la conectividad en chips y procesadores.
- Sensores y Conectores: Fabricación de componentes intrincados para sensores diminutos y conectores de alta precisión.
Industria Automotriz
El Micro-EDM contribuye a la mejora de la eficiencia, seguridad y rendimiento de los vehículos modernos:
- Inyectores de Combustible: Producción de micro-orificios precisos para una entrega óptima del combustible, crucial para la eficiencia del motor.
- Sensores: Fabricación de componentes para diversos sensores utilizados en sistemas de seguridad, asistencia al conductor y gestión del motor.
- Sistemas de Frenos: Creación de características en sistemas de frenos avanzados para optimizar la disipación de calor.
- Componentes de Vehículos Eléctricos: Partes que requieren precisión y trabajo en materiales duros.
Fabricación de Herramientas y Moldes
El Micro-EDM es particularmente útil en la creación de herramientas duraderas y precisas para otros procesos de fabricación:
- Micro-Moldes y Matrices: Creación de cavidades complejas e intrincadas para moldes de inyección de plásticos, matrices de fundición a presión, matrices de extrusión, troqueles de forja (incluso para bielas) y troqueles de sinterización. Permite reproducir formas complejas en la herramienta.
- Insertos de Molde: Fabricación de pequeños insertos con detalles finos.
- Reparación de Troqueles Desgastados: Utilizado para reparar o remecanizar troqueles de forja en caliente y en frío.
- Herramientas de Calibración y Plantillas: Producción de herramientas y plantillas precisas.
- Conformado de Herramientas de Carburo: Ideal para dar forma a herramientas hechas de carburo y otros materiales duros.
Otras Aplicaciones Relevantes
El alcance del Micro-EDM se extiende a varios otros campos:
- Telecomunicaciones: Fabricación de componentes para dispositivos de comunicación, como conectores de fibra óptica y componentes de antenas (perforaciones para señal o refrigeración).
- Óptica: Creación de micro-lentes, espejos y componentes de dispositivos ópticos que requieren superficies lisas y geometrías precisas.
- Investigación y Desarrollo: Fundamental para el prototipado y desarrollo de nuevos productos en campos como la nanotecnología y la ciencia de nuevos materiales. Permite trabajar con una amplia gama de materiales y geometrías complejas.
- Relojería: Producción de componentes pequeños e intrincados para relojes de precisión, como engranajes y escapes.
- Sistemas Micro-Electro-Mecánicos (MEMS): Fabricación de sensores, actuadores y dispositivos a microescala utilizados en electrónica de consumo, medicina y automoción.
- Fabricación de Micro-Herramientas: El propio Micro-EDM se utiliza para crear las herramientas diminutas necesarias para otros procesos de micromecanizado, como el Micro-USM.
Comparativa: Micro-EDM frente a Otras Técnicas de Micromecanizado
Si bien el Micro-EDM es una técnica potente, coexiste con otros métodos de micromecanizado, cada uno con sus propias fortalezas. Comprender estas diferencias ayuda a seleccionar la técnica más adecuada para una aplicación dada. Basándonos en la información proporcionada, podemos comparar brevemente el Micro-EDM con otras técnicas:
| Técnica | Principio | Materiales Típicos | Precisión Típica | Impacto Térmico | Esfuerzo Mecánico |
|---|---|---|---|---|---|
| Micro-EDM | Erosión por chispa eléctrica | Conductores (metales, carburos, etc.) | ±0.001 mm a ±0.003 mm (puede ser mayor) | Zona afectada por calor (sí) | Mínimo/Nulo |
| Mecanizado Mecánico (Micro-Fresado, Micro-Taladrado) | Remoción de material por corte | Amplio rango (metales, polímeros, etc.) | Generalmente ±0.005 mm (puede ser mayor) | Generación de calor (sí) | Significativo (presencia de herramientas) |
| Mecanizado Láser (Micro-LBM) | Remoción por haz láser enfocado | Amplio rango (metales, polímeros, cerámicas) | ±0.005 mm a ±0.01 mm (varía) | Zona afectada por calor (sí) | Nulo |
| Mecanizado Ultrasónico (Micro-USM) | Vibración ultrasónica + lechada abrasiva | Materiales duros y frágiles (cerámicas, vidrio) | Alrededor de ±0.005 mm | Nulo | Bajo (por abrasión) |
Esta tabla ilustra cómo el Micro-EDM destaca particularmente para materiales conductores, especialmente materiales duros, y ofrece una excelente combinación de precisión y capacidad para crear geometrías complejas sin contacto mecánico.
Consideraciones al Implementar Micro-EDM
A pesar de sus numerosas ventajas, la implementación del Micro-EDM presenta ciertos aspectos a tener en cuenta. Requiere una inversión inicial considerable en equipos especializados, que a menudo incluyen sistemas de control avanzados, generadores de energía precisos y mecanismos de alimentación servo-controlados para mantener la brecha de chispa crítica. Además, la operación exitosa del Micro-EDM exige maquinistas con experiencia y conocimientos específicos en la técnica, ya que la optimización de parámetros como la frecuencia de descarga, el amperaje y el tipo de fluido dieléctrico es fundamental para lograr los resultados deseados en términos de tasa de remoción de material, desgaste del electrodo y acabado superficial.
Otro punto importante es la gestión del desgaste del electrodo. Aunque en el Micro-EDM el desgaste del electrodo es menor que en el EDM convencional en ciertas condiciones, sigue siendo un factor a considerar, especialmente para características muy profundas o precisas. La elección del material del electrodo (grafito, cobre, tungsteno, latón, etc.) y la optimización de los parámetros influyen en el desgaste. Además, el material a mecanizar *debe* ser un conductor eléctrico, lo que limita su aplicación a ciertos tipos de materiales.
Preguntas Frecuentes sobre las Aplicaciones del Micro-EDM
Dado el carácter especializado del Micro-EDM, es común tener preguntas sobre sus capacidades y limitaciones. Aquí abordamos algunas de las más frecuentes:
¿Qué materiales puede mecanizar el Micro-EDM?
El Micro-EDM puede mecanizar cualquier material que sea eléctricamente conductor. Esto incluye metales como acero (incluso endurecido), titanio, cobre, aluminio, así como carburos, superaleaciones y semiconductores. Su capacidad para trabajar con materiales duros es una de sus principales ventajas.
¿Qué tan precisos son los resultados del Micro-EDM?
El Micro-EDM es conocido por su alta precisión. Típicamente, puede lograr tolerancias en el rango de ±0.001 mm a ±0.003 mm. En condiciones óptimas y con equipos avanzados, se pueden alcanzar tolerancias aún más ajustadas, de hasta ±0.0001 mm.
¿Se pueden crear micro-orificios con Micro-EDM?
Sí, la perforación de micro-orificios es una aplicación clave del Micro-EDM. Es particularmente eficaz para crear orificios con diámetros inferiores a 0.1 mm, incluso en materiales duros o con relaciones de aspecto elevadas, que son difíciles de lograr con otras técnicas.
¿Para qué se usa el Micro-EDM en la industria médica?
En la industria médica, el Micro-EDM se utiliza para fabricar componentes de alta precisión como implantes (stents, ortopédicos), herramientas quirúrgicas diminutas, partes de catéteres con micro-orificios, componentes para audífonos y equipos endoscópicos. Su capacidad para trabajar con materiales biocompatibles y crear características intrincadas es vital en este sector.
¿El Micro-EDM causa esfuerzos mecánicos en la pieza de trabajo?
No, el proceso de Micro-EDM no implica contacto físico entre el electrodo y la pieza de trabajo. La remoción de material ocurre por erosión térmica de la chispa eléctrica. Por lo tanto, no se desarrollan esfuerzos mecánicos en la pieza, lo que lo hace ideal para componentes delicados o materiales duros que podrían agrietarse bajo presión.
¿Es caro el Micro-EDM?
La inversión inicial en equipos de Micro-EDM puede ser significativa debido a la tecnología avanzada y la precisión requerida. Los costos operativos también incluyen el desgaste del electrodo, el fluido dieléctrico y la necesidad de operarios cualificados. Sin embargo, para aplicaciones que exigen alta precisión, geometrías complejas o trabajo en materiales duros donde otras técnicas no son viables, el Micro-EDM puede ser la solución más rentable a largo plazo.
¿Qué tipo de fluido dieléctrico se usa en Micro-EDM?
Los fluidos dieléctricos comunes en EDM y Micro-EDM incluyen aceites de hidrocarburos de baja viscosidad o agua desionizada, especialmente para Wire EDM, que a menudo se utiliza para cortar micro-componentes. El fluido ayuda a aislar la brecha, permite la descarga de la chispa, enfría la zona de trabajo y arrastra las partículas erosionadas.
Conclusión
El Micro-EDM es una tecnología de micromecanizado de vanguardia cuyas aplicaciones son tan diversas como cruciales en el panorama industrial moderno. Su capacidad para trabajar con materiales duros y crear características con una precisión y complejidad inigualables lo convierten en un proceso indispensable en sectores como el médico, aeroespacial, electrónico, automotriz y la fabricación de herramientas de alta precisión. Desde la creación de micro-orificios diminutos en inyectores de combustible hasta la fabricación de implantes médicos intrincados y componentes electrónicos a microescala, el Micro-EDM está en la vanguardia de la innovación, permitiendo la producción de componentes esenciales que impulsan el avance tecnológico. A pesar de requerir equipos especializados y operadores cualificados, las ventajas que ofrece en términos de precisión, versatilidad de materiales y capacidad para abordar desafíos de fabricación complejos superan con creces sus limitaciones, asegurando su papel continuo y creciente en la fabricación del futuro.
Si quieres conocer otros artículos parecidos a Aplicaciones del Micro-EDM en la Industria puedes visitar la categoría Automóviles.